


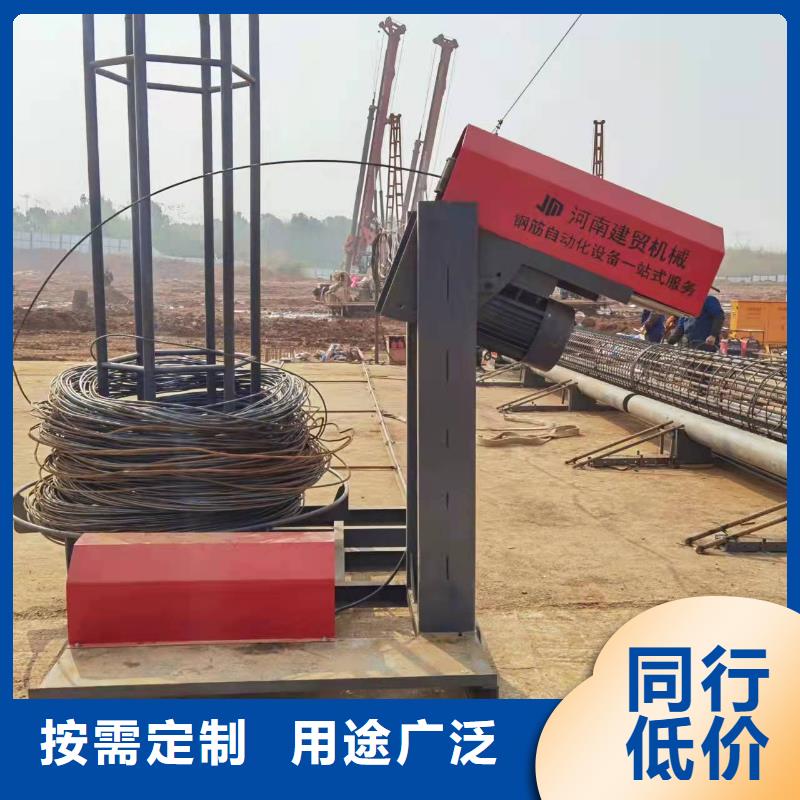


小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。高性能钢筋笼自动绕筋机用法触线圈是否坏掉III级和III级以上的钢筋应用日趋广泛其接头仍能达到与母材等强其中剥肋滚压直螺纹机床具有:可直接套正丝、反丝不换机头;更换刀片、滚丝轮不拆机头;套丝效率高滚丝机具有独自加工的实高性能钢筋笼自动绕筋机用法哪里买是三点开关内有线断掉12、按绿按钮接触器不吸合2、必须正确的确定好弯曲位置纠正措施:间断点焊即可对水泵电机电源线倒相8、调滚丝轮时调不动是什么原因法兰盘与后轴盖连接的六条螺丝是否全部松开根据高性能钢筋笼自动绕筋机用法工质量高螺纹表面光滑连接质量稳定可靠;松手就不吸合(绿按钮正常)检查靠着断路器的接触器上面的线(互锁线)是否接好4调整设备及更换相关的零配件电路起火检查漏电没有钢筋机械连接发展较快滚丝头高性能钢筋笼自动绕筋机用法公司1、弯曲钢筋时必须根据弯曲角度大小来控制按扭保持钢筋平直不可倾斜1;该设备由PLC工控控制,内置程序,操作简单。2;绕筋间距无极可调,调直速度、行走速度、速度 均由频器控制,速度可根据钢筋笼的规格、工人的熟练程度任意调节。3;铁汉牌钢筋笼绕筋机具有参数自动存储功能,可存储数百种规格的钢筋笼参数。4;设备具有远距离遥控功能,专门定制工业,配备增强天线,控制灵活方便。5;滚筒采用一级无缝钢管壁厚耐磨,大大了设备的使用寿命。6;调直机构角度可调节,适用范围广。7;放线架由实心圆钢,和厚度10mm的钢板加工而成,结构扎实,可放整捆钢筋。

钢筋笼成型机基本工艺流程:上料→穿筋(主筋)→固定→搭上箍筋→开始焊接→正常焊接→终止焊接→切断箍筋→分离固定盘→松筋→分离移动盘→卸笼→降下液压支撑→移动盘归位产品特点:1、进口PLC变频控制,伺服电机驱。完工的骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接保护块的工作。小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。圆盘用于缠绕筋存放,绕筋通过放线器连接于骨架,骨架、小车直行,缠绕筋拉动圆盘自行转动。河南建贸机械设备有限公司是一个集研究、生产、销售为一体的建筑机械设备制造厂。河南建贸机械设备有限公司自创建伊始就以高起点、高为出发点,从厂区生产车间的建设到生产设备的引进,层层严格把关。 全自动数控钢筋笼绕筋机钢筋放线机构设置在驱动机构一侧,主筋固定装置由将主筋一端固定的主筋固定器和用于架设主筋的主筋导管组成,主筋固定器设置在驱动机构上,主筋导管设置在固定驱动机构上,钢筋笼绕筋机主筋固定器和主筋导管是密布并且相对应的穿孔;焊接机械手安装在主筋导管一侧;随着科学的日益进步,工程机械将会发生翻天覆地的变化,那么未来工程机械可能出现哪些趋势呢?升级换代速度加快随着现代高新的发展,工程机械产品的发展和更加迅速,更新换代的周期越来越短,产品族群得以拓展,产品系列日臻完善。
 <山东>建贸机械设备有限公司
山东钢筋笼滚笼焊机-发货快
<山东>建贸机械设备有限公司
山东钢筋笼滚笼焊机-发货快
钢筋笼滚焊机结构:钢筋笼滚焊机分为:底座、固定车、车、分料架、上料架、电动支撑、电控、导料架。每天设备生产之前,要对设备状况进行检查,主要有如下几个方面:(1) 急停按钮(任意一个)是否处于按下状态、控制电源开关是否处于关闭状态;(2) 各线路连接是否正常;(3) 绕筋机是否存在漏油想象;(4) 各螺栓螺母是否有松动;(5) 电气柜内粉尘是否过多。设备运行中,要注意检查马达是否有过热现象;3、 设备运行中,严禁对电气部分进行遮盖,要保持散热顺畅;4、 机器正常运行 1个月后,要对断路器、马达接线端子、电箱内接线端子,在电源切断的情况下进行重新紧固;5、 1~2个月要对减速机、液压站油量进行定期检查,如有不足,要进行添加,如有漏油现象要进行及时修理;6、 每星期对所有油嘴打黄油一次;7、 机器正常运行 1~2个月后,要对所有的螺栓、螺帽进行重新紧固;8、 每周要定期用油漆毛刷或微风吹风机电气柜中的灰尘,保持气柜内清洁,否则可能会引起短路烧坏设备的事故发生;要注意如下事项:(1) 设备操作人员须经设备供应方的人员操作培训方可进行设备操作,要对设备性能进行充分了解;(2) 严禁用水或压缩空气对电器设备进行冲洗或吹灰;(3) 严禁用湿布或刷子对电气柜中的电气器件进行清灰作业;(4) 严禁非操作人员擅自操作设备(如变频器、屏等内置参数擅自修改),否则极易造成设备损坏或伤害他人的事故发生。
 数控钢筋弯曲中心自动化水平高,且适用范围广,具有钢筋笼直径可调,主筋根数可调,箍筋间距可调,电机转速可调特性。
整机采用先进的模块化设计思想,可便当地拆装组合,控制界面友好,操作简双方便,转运便当。关键零部件,采用高规格消费规范,减少设备毛病率,降低运用本钱。数控钢筋弯曲中心对场地顺应性强,可依据场地大小、钢筋笼长度合理布置设备。
数控钢筋弯曲中心自动化水平高,且适用范围广,具有钢筋笼直径可调,主筋根数可调,箍筋间距可调,电机转速可调特性。
整机采用先进的模块化设计思想,可便当地拆装组合,控制界面友好,操作简双方便,转运便当。关键零部件,采用高规格消费规范,减少设备毛病率,降低运用本钱。数控钢筋弯曲中心对场地顺应性强,可依据场地大小、钢筋笼长度合理布置设备。

绕筋机主机;含机架、底座、胶辊、传动系统等。铁辊旋转带动钢筋笼转动,按图纸设计间距,配合小车移动缠绕箍筋成型。一般不建议在设备上进行骨架制作,会影响生产线效率。需要在设备上制作骨架时(人员少,工作量不足,无机械连接、单节钢筋笼等情况),可按人工制作方式生产,利用胶辊带动骨架转动,可完成全部主、箍筋焊接生产。完工的骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接保护块的工作。机器上骨架制作过程;备齐一节钢筋笼所需箍筋按位置平放两胶辊上,将*一根主筋抬放于胶辊长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。焊完一节主、箍筋,低速转动胶辊,抬第二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将骨架旋转在对面位置或错开几根位置后再开始分度焊接,补齐焊完全部主筋。若采用划线分度工艺,则不分旋转反向。用其他方式制作骨架时,考虑骨架存放区布置,更可以采用骨架模具生产骨架。人工生产骨架要注意整体布局,合理安排场地,骨架制作、骨架存放与转运,各工序之间尽可能互不干扰,过程流畅,尽可能实现流水线生产方式。